0752-3383051
0752-3383051 


實(shí)現(xiàn)高精度模具的制造提高生產(chǎn)效率

模具的精度和質(zhì)量均達(dá)到行業(yè)領(lǐng)先水平

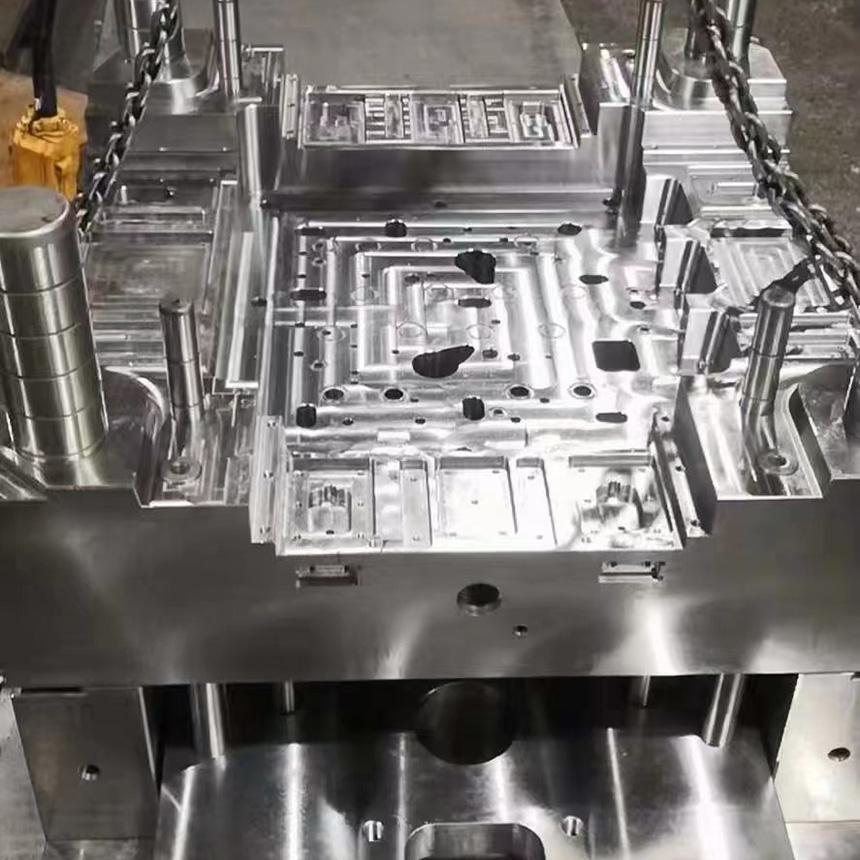
成型零件系統(tǒng)?包括前模仁、后模仁、鑲件、斜頂、滑塊等,直接參與產(chǎn)品形狀的成型,決定產(chǎn)品的尺寸和結(jié)構(gòu)細(xì)節(jié)。?澆注系統(tǒng)?由主流道、分流道、澆口和冷料井組成,負(fù)責(zé)將熔融塑料均勻注入模具型腔,影響充填效率和產(chǎn)品外觀。?導(dǎo)向定位系統(tǒng)?通過導(dǎo)柱導(dǎo)套、錐面定位塊、零度定位塊等部件,確保模具動定模精準(zhǔn)合模,防止偏移或錯位。?頂出系統(tǒng)?包含頂針、推板、司筒、氣動/液壓頂出裝置等,用于將冷卻后的塑件從模具中安全脫出,避免變形或損傷。?溫度調(diào)節(jié)系統(tǒng)?通過水路、水井、加熱棒等控制模具溫度,優(yōu)化塑料流動性和冷卻效率,減少縮水或翹曲缺陷。?排氣系統(tǒng)?在分型面、頂針孔或鑲件間隙設(shè)置排氣槽/孔,排出型腔內(nèi)氣體,防止氣泡、燒焦等缺陷。?抽芯系統(tǒng)?包含滑塊、斜頂?shù)葯C(jī)構(gòu),用于處理倒扣或復(fù)雜結(jié)構(gòu),實(shí)現(xiàn)側(cè)向分型或抽芯動作。?框架系統(tǒng)?由模架、面板、支撐柱等組成,提供模具整體結(jié)構(gòu)強(qiáng)度,確保穩(wěn)定性和耐用性。

1. 需求分析與設(shè)計?:根據(jù)產(chǎn)品圖紙或樣品設(shè)計模具結(jié)構(gòu),包括流道系統(tǒng)、冷卻系統(tǒng)、排氣系統(tǒng)等,確保成型精度與生產(chǎn)效率。2. ?模具加工與調(diào)試?:通過數(shù)控機(jī)床(CNC)進(jìn)行精密加工,完成粗加工、精加工及熱處理,裝配后通過試模優(yōu)化模具性能。3. 材料選擇?:根據(jù)產(chǎn)品性能要求選擇塑料類型(如ABS、PC、尼龍等)。4. 干燥處理?:對吸濕性塑料(如尼龍)進(jìn)行高溫干燥,避免成型后產(chǎn)生氣泡或裂紋。5. 合模與鎖緊?:模具閉合后施加高壓鎖緊,防止塑料溢料。6. 熔融與注射?:塑料顆粒在料筒內(nèi)加熱至熔融狀態(tài),通過螺桿以高壓(通常50-200MPa)注入模具型腔。7. 保壓與冷卻?:注射后保持壓力補(bǔ)充收縮,隨后通過冷卻系統(tǒng)(如水循環(huán))使塑料固化定型,冷卻時間由制品厚度和材料特性決定。8. 開模與取件?:冷卻完成后模具自動打開,通過機(jī)械臂或人工取出成品。9. 表面處理?:去除毛邊、澆口殘留,必要時進(jìn)行噴涂、電鍍等工藝提升外觀。10. 尺寸與性能檢測?:使用三坐標(biāo)測量儀檢查精度,測試抗沖擊性、耐溫性等指標(biāo)。??11. 包裝交付?:合格產(chǎn)品按客戶要求包裝(如防震泡沫、紙箱),確保運(yùn)輸安全。

?撬模坑設(shè)置?:模胚尺寸<2020時,A/B板間需設(shè)計撬模坑;>2020的模胚所有模板(含頂針板)均需設(shè)置撬模坑。?導(dǎo)柱導(dǎo)套處理?:導(dǎo)柱導(dǎo)套需加工排氣槽,防止合模時拉傷。?尖角倒角處理?:模具非特殊區(qū)域禁止出現(xiàn)尖角,需統(tǒng)一倒角。?分型面排氣設(shè)計?:分型面、頂針孔或鑲件間隙處需設(shè)置排氣槽,規(guī)格參考模具設(shè)計手冊,防止氣泡和燒焦缺陷。?脫模機(jī)構(gòu)設(shè)計?:頂針、推板等脫模系統(tǒng)需均勻分布頂出力,避免產(chǎn)品變形(如大型平板件頂針間距≤50mm)。?冷卻系統(tǒng)布局?:冷卻水道直徑8-12mm,間距為管徑3-5倍,距型腔表面10-15mm,確保冷卻均勻性。??表面加工要求?:非膠位面的加工紋路(如線切割、火花紋)需用油石省光,膠位面粗糙度按BOM表執(zhí)行。?焊接限制?:未經(jīng)批準(zhǔn),內(nèi)模和模具零件不得燒焊。?拋光方向性?:型腔拋光紋路需與脫模方向一致,減少脫模阻力。?零件加工順序?:優(yōu)先加工易變形或熱處理敏感的成形零件(如型芯、型腔),再以基準(zhǔn)配做其他部件。?支撐腿安裝?:外露油缸、水嘴等部件需加裝支撐腿,并用螺釘固定于模架,過長的支撐腿需加工外螺紋緊固。??表面缺陷控制?:模具外觀面禁止劃痕、砂眼,表面粗糙度Ra≤1.6μm(高光面需≤Ra0.4μm)。?銘牌標(biāo)識規(guī)范?:銘牌內(nèi)容完整,固定于模腳基準(zhǔn)角附近,字符高度≥5/6,且不易脫落。?水嘴標(biāo)準(zhǔn)化?:冷卻水嘴選用塑料塊插式,沉孔直徑25/30/35mm,孔口倒角一致,并標(biāo)注進(jìn)出方向。?咬花工藝要求?:采用化學(xué)腐蝕(如濃硫酸)處理鋼材表面,形成蛇皮紋/梨地紋等紋理。??模架強(qiáng)度驗(yàn)證?:模架厚度根據(jù)注塑機(jī)鎖模力設(shè)計,大型模具模板厚度需通過力學(xué)計算驗(yàn)證。?定位系統(tǒng)精度?:導(dǎo)柱導(dǎo)套配合公差≤0.02mm,錐面定位塊確保合模精度±0.05mm。?頂出孔適配性?:頂出孔尺寸需匹配注塑機(jī)規(guī)格,除小型模具外禁止僅使用單一中心頂出。?鑲件裝配公差?:鑲件與模框配合間隙≤0.03mm,斜頂、滑塊運(yùn)動行程誤差≤0.1mm。??材料采購規(guī)范?:模具鋼按訂單技術(shù)要求采購,硬模需提供材質(zhì)證明和熱處理報告。?預(yù)硬鋼應(yīng)用?:通用注塑模優(yōu)先采用預(yù)硬鋼(如P20,硬度HRC30-35),省去二次熱處理。?熱處理變形控制?:高精度模具需進(jìn)行深冷處理(-80~-196℃),消除殘余奧氏體。??尺寸公差標(biāo)準(zhǔn)?:關(guān)鍵型腔/型芯尺寸公差±0.05mm(如手機(jī)外殼模具),一般件±0.1mm。?脫模力測試?:脫模力控制在50-200N,通過試模驗(yàn)證頂出平穩(wěn)性。?冷卻效率驗(yàn)證?:冷卻時間占成型周期30%-50%,水流速1-2m/s,溫差≤5℃。?定期維護(hù)計劃?:每生產(chǎn)10萬模次需全面檢查導(dǎo)柱、頂針等易損件,修復(fù)磨損部位。??熱流道系統(tǒng)要求?:熱流道澆口需避免熔接痕,透明件優(yōu)先采用針點(diǎn)澆口。?側(cè)向抽芯機(jī)構(gòu)?:滑塊運(yùn)動需配備限位裝置,行程誤差≤0.1mm,潤滑通道暢通。?耐腐蝕處理?:接觸PVC等腐蝕性材料的模具需鍍鉻或采用S136等耐蝕鋼。?安裝方向標(biāo)識?:定向安裝模具需在前/后模板標(biāo)注黃色“UP”箭頭(字高50mm)。

材料選擇與預(yù)處理?模具鋼需通過熱處理優(yōu)化性能,常用材料包括預(yù)硬鋼(如P20、718H)和鏡面鋼(如S136、NAK80);預(yù)處理階段需進(jìn)行退火或正火,消除材料內(nèi)應(yīng)力并改善加工性能。硬度與耐磨性提升?采用淬火+低溫回火工藝,使模具表面硬度達(dá)到HRC48-55,滿足注塑模具高耐磨需求;高光模具需通過真空熱處理減少氧化層,確保拋光后表面粗糙度≤Ra0.02μm。耐高溫與抗變形能力?熱作模具鋼(如H13)需多次回火(500-600℃),穩(wěn)定組織并提高抗熱疲勞性,適應(yīng)壓塑模具高溫高壓環(huán)境;復(fù)雜結(jié)構(gòu)模具(如多腔模)需控制熱處理變形量,通過分級加熱和等溫淬火降低內(nèi)應(yīng)力。表面強(qiáng)化處理?滲氮處理(如氣體滲氮、離子滲氮)可提升表面硬度至HV1000以上,延長吹塑模具和吸塑模具壽命;鍍鉻或PVD涂層用于高耐磨區(qū)域(如滑塊、斜頂),減少摩擦磨損。殘余應(yīng)力控制?深冷處理(-80~-196℃)用于高精度模具,消除殘余奧氏體,減少后續(xù)加工變形;時效處理(150-200℃保溫)穩(wěn)定尺寸,避免注塑成型時因模具收縮導(dǎo)致產(chǎn)品尺寸偏差。工藝適應(yīng)性與效率?預(yù)硬鋼(硬度HRC30-35)可直接加工,省去傳統(tǒng)熱處理步驟,縮短生產(chǎn)周期;局部熱處理(如感應(yīng)加熱)針對易損部位(如澆口、排氣槽)強(qiáng)化,降低成本。

注塑模具??特點(diǎn)?:通過螺桿/柱塞將熔融塑料高壓注入閉合模具型腔,成型后冷卻脫模;結(jié)構(gòu)復(fù)雜,包含澆注系統(tǒng)、頂出機(jī)構(gòu)、溫控系統(tǒng)等,采用高硬度模具鋼制造。應(yīng)用領(lǐng)域?:日用品(如餐具、收納盒)、家電外殼、汽車零部件(儀表盤、保險杠)等大批量熱塑性制品生產(chǎn)。吹塑模具??特點(diǎn)?:利用壓縮空氣將塑料型坯吹脹貼合模具內(nèi)壁,形成中空制品;模具結(jié)構(gòu)簡單,多采用碳素鋼或鋁合金制造。?應(yīng)用領(lǐng)域?:飲料瓶、化妝品瓶、油桶等包裝容器,以及汽車油箱、通風(fēng)管等工業(yè)件。 ?擠出模具?特點(diǎn)?:通過螺桿旋轉(zhuǎn)加壓使塑料連續(xù)通過口模成型,生產(chǎn)效率高;口模設(shè)計決定截面形狀(如圓形、異型),部分區(qū)域可鑲嵌耐磨材料。應(yīng)用領(lǐng)域?:管材、板材、線纜護(hù)套、門窗異型材等連續(xù)型材生產(chǎn)。 ?吸塑模具?特點(diǎn)?:通過真空負(fù)壓或壓縮空氣使加熱軟化的塑料板材貼合模具型腔成型;模具材質(zhì)多為鑄鋁或非金屬材料(如樹脂),成本低。?應(yīng)用領(lǐng)域?:一次性餐盒、食品托盤、玩具包裝內(nèi)襯等薄壁制品。壓塑模具?特點(diǎn)?:通過高溫高壓將熱固性塑料壓制成型,含壓縮成型和壓注成型兩類;需預(yù)熱模具(約100-150℃),壓制后需固化定型。?應(yīng)用領(lǐng)域?:電器插頭、鍋柄、瓶蓋等熱固性制品,以及樹脂鏡片、方向盤發(fā)泡件。發(fā)泡模具?特點(diǎn)?:利用可發(fā)性聚苯乙烯(EPS)材料,通過蒸汽加熱膨脹成型輕質(zhì)泡沫制品;模具需設(shè)計排氣孔以排出發(fā)泡氣體。應(yīng)用領(lǐng)域?:快遞緩沖包裝、保溫箱、建筑隔熱板等。










手機(jī)掃一掃
全國服務(wù)熱線
Copyright ? 2025 惠州市魯泰鑫模具有限公司 版權(quán)所有
網(wǎng)站建設(shè):百企互聯(lián)